To mold acceptable parts that meet cosmetic and dimensional specifications, it is important to understand the basics of fountain flow and how it exerts itself throughout the entire molding process.
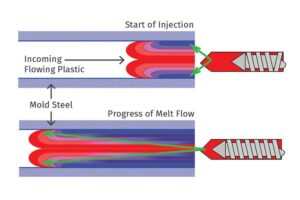
In thermoplastic injection molding, the mold is always said to be “cold”—that is, relative to the temperature of the plastic melt. A mold temperature of 330 F for a PEI material is still “cold” compared with the resin’s 750 F melt temperature (Fig. 1). As the plastic melt touches the cooler mold steel, the plastic will freeze instantaneously and form a skin. The incoming plastic will then move farther ahead of this frozen layer and come in contact with the mold steel in the front, continuing to form a frozen layer. As the melt progresses further, the frozen layer at the start of injection gets thicker and thicker, and the flow channel gets smaller and smaller in its cross section. This “inside-out” flow of the plastic mimics the flow in a water fountain, therefore it is called fountain flow.
During the fill phase (Fig. 2), the plastic enters the mold at a relatively fast rate and forms the skin. This means that the skin of the part is always formed by the plastic that is in the front of the melt pool in the molding barrel—that is, the plastic closest to the nozzle tip. If you visualize the melt pool divided into 10 sections as shown in Fig. 2, sections 1 to 7 are the ones that will form the skin of the part. In a cold-runner mold, the plastic in the nozzle tip will end up as the skin on the sprue.