Blow Molding: Blow molding is a fast, efficient method for manufacturing hollow containers of thermoplastic polymers. Products made using this process usually have thin walls and range in size and shape from small, fancy bottles to automobile fuel tanks. In this process a tubular shape (parison) made of a heated polymer is positioned in the cavity of a split mold. Air is then injected through a needle into the parison, which expands to conform to the shape of the cavity. The advantages of blow molding include low tool and die costs, rapid production rates and the ability to mold complex shapes in one piece. It is limited, however, to hollow or tubular shapes.
Calendering: Calendering is used to manufacture thermoplastic sheets and films and to apply plastic coverings to the backs of other materials. Thermoplastics of dough-like consistency are passed through and over a series of heated or cooled rolls. Its advantages include low cost and that the sheet materials produced are virtually free of molded in stresses. It is limited to sheet materials and very thin films are not possible.
Casting: Casting is used to produce sheets, rods, tubes, trial jigs and fixtures as well as to insulate electrical components. It is a simple process, requiring no external force or pressure. A mold is filled with liquid plastic (acrylics, epoxies, polyesters, polypropylene, nylon or PVC can be used) and is then heated to cure, after which the material becomes isotropic (has uniform properties in all directions). Its benefits include: low mold costs, the capability to form large parts with thick cross sections, a good surface finish and its convenience for low-volume production. Unfortunately, it is limited to relatively simple shapes and it can be uneconomical at high production rates.
Compression Molding: Compression molding is used primarily for the processing of thermosetting polymers. A premeasured, usually preformed charge of a polymer is enclosed within a closed mold and is subjected to heat and pressure until it takes the shape of the mold cavity and cures. Although the cycle time for compression molding is significantly longer than that for injection molding and intricate parts or very close tolerances are difficult to produce, it does have several advantages including a low capitol cost (the tooling and equipment used are simpler and cheaper), little material waste and the facts that large, bulky parts can be molded and that the process is adaptable to rapid automation.
Extrusion: Extrusion is used for the continuous manufacturing of film, sheet, tubing, channels, piping, bars, angles and fibers as well as other profiles and in conjunction with blow molding. A powdered or granular thermoplastic or thermoset polymer is fed from a hopper into a heated barrel where it melts and is then forwarded, usually by a rotating screw, through a nozzle possessing the desired cross section. It is cooled with a spray of water and is then cut to the desired lengths. The extrusion process is favored because of its low tool costs, the ability to process complex profile shapes, the possibility of rapid production rates and the ability of applying coatings or jacketing to core materials (such as wire). It is limited to sections of uniform cross section, however.
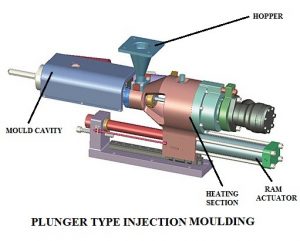
Injection Molding: Injection molding is the most commonly used method for mass production of plastic products due to its high production rates and good control over the products’ dimensions. (El Wakil, 1998) In this method, the polymer is fed from a hopper in pellet or powdered form into a cylinder where it is heated to plasticity. It is then forced into a split-mold cavity and hardens under pressure, after which the mold is opened and the part is ejected. The advantages of injection molding are high production rates, low labor costs, high reproducibility of complex details and an excellent surface finish. Its limitations are high initial tool and die costs and the fact that it is not economically practical for small runs.
Rotational Molding: Rotational molding is a process by which hollow objects can be manufactured from thermoplastics and occasionally thermosets. A charge of solid or liquid polymer is placed in a mold, which is heated while being simultaneously rotated around two perpendicular axes. Thus, the centrifugal force pushes the polymer against the walls of the mold, forming a layer of uniform thickness conforming to the shape of the cavity and which is then cooled and ejected from the mold. The overall process has a relatively long time cycle but it does have the advantages of offering almost unlimited product design freedom and allowing complex parts to be molded using low-cost machinery and tooling.
Thermoforming: Thermoforming involves a variety of processes employed to manufacture cup-shaped products such as containers, panels, housings and machine guards from thermoplastic sheets. A heat-softened thermoplastic sheet is positioned over the mold and the air is evacuated from between the two, forcing the sheet to conform to the contour of the mold. The polymer is then cooled so it will retain its shape, removed from the mold and the web surrounding it is trimmed. The advantages of thermoforming include: low tooling costs, the possibility of large part production with thin sections and that it is often economical for limited part production. It is however limited in that the parts must be of a simple configuration, there is a high scrap output, there are only a few materials that can be used with this process, and the shape of the product cannot contain holes.
| Terms and Conditions of Purchase Terms and Conditions of Sale | Privacy Policy CA Privacy Notice | Copyright © 2024 CEW. All Rights Reserved. |