There are three distinct processing phases in injection molding.
The three phases in the molding process are as follows:
Filling phase
Packing phase
Cooling phase
1. Filling phase
During the filling phase, plastic is pushed into the cavity until the cavity is just filled. As plastic flows into the cavity, the plastic in contact with the mold wall quickly freezes. This creates a frozen layer of plastic between the mold and the molten plastic. At the interface between the static frozen layer and the flowing melt, the polymer molecules are stretched out in the direction of flow. This alignment and stretching is called orientation.
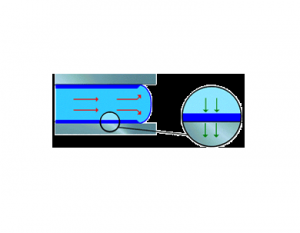
The following diagram shows how the flow front expands as material from behind is pushed forward. This outward flow is called fountain flow. The edges of the flowing layer freeze as they come into contact with the mold wall in a near-perpendicular direction. The molecules in the initial frozen layer are therefore not highly orientated, and when they are frozen, the orientation will not change.
The red arrows in the diagram show the flow direction of the molten plastic. The dark blue layers show the layers of frozen plastic against the mold walls. The green arrows indicate the direction of heat flow from the polymer melt into the mold walls.
The frozen layer gains heat as more molten plastic flows through the cavity, and loses heat to the mold. When the frozen layer reaches a certain thickness, equilibrium is reached. This usually occurs early in the injection molding process, after a few tenths of a second.
2. Packing phase
The packing phase begins after the cavity has just been filled. During this phase, further pressure is applied to the material in an attempt to pack more material into the cavity. This is intended to produce a reduced and more uniform shrinkage with reduced component warpage.
When the material has filled the mold cavity and the packing phase has begun, material flow is driven by the variation of density across the part. If one region of a part is less densely packed than an adjacent region, polymer will flow into the less dense region until equilibrium is reached. This flow will be affected by the compressibility and thermal expansion of the melt in a similar way to which the flow is affected by these factors in the filling phase.
The pvT (pressure, volume, temperature) characteristics of the material provide the necessary information to calculate parameters such as density variations with pressure and temperature, compressibility, and thermal expansion data. When combined with the material viscosity data, an accurate simulation of the material flow during the packing phase is possible.
The following diagram shows the difference between the end of the filling phase (left) and the end of the packing phase (right).
Read more: How plastic fills a mold