To bring an idea from concept to reality is no small task – ask any engineer, entrepreneur, or inventor. No matter how basic the product, there are a lot of moving parts required to get an idea designed, prototyped, and then manufactured. Avoiding costly mistakes is a must, and one of the biggest mistakes that can be made early on is poor design. A great design and engineering company can help you create a product that is designed for function, aesthetics, assembly, manufacturing, and more. Design for manufacturing is a way to minimize costly mistakes later in the production process, and there are a lot of considerations to take into account – especially when a part will be injection molded.
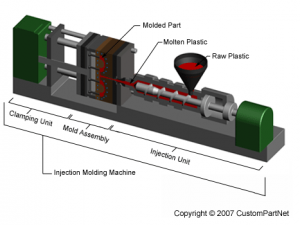
Injection molding is a common way to manufacture parts made from plastic, and with it comes certain considerations during the design process. In a nutshell, polymers in granule form are gravity fed through a hopper into a heating barrel, which melts the plastic. It is then forced through a nozzle under pressure and injected into a custom-made mold. The material is then allowed to cool, so that it holds its shape when ejected from the mold. Various factors will add to the complexity or cost to manufacture with injection molding, such as what material is used for the molds (steel, aluminum, beryllium copper, etc), how many cycles a mold can withstand, how long each cycle takes, whether gates are trimmed manually or automatically, and more. Injection molding is particularly suited to parts that need to be made in large quantities quickly and reliably. Let’s discuss different factors to check when a product will be injection molded so that costly mistakes are avoided.
The gate is the opening in a mold through which molten plastic is injected under pressure. Depending on whatever piece is being created, there may be more than one gate, different types of gates, and gates in different locations. Each of these can have a positive, neutral, or negative effect on the finished piece. For instance, every type of gate will leave a mark of some sort on the part being molded – direct gates leave a large linear vestige, while hot tip gates leave a small raised blister or nub. Does it matter aesthetically or functionally if the scar is on a particular side of the completed part? Or does it need to be on the top or bottom? Poor design when it comes to gate location can result in voids or excessive sink. In addition to gate location, gate size must also be considered; larger gates permit more flow and shorter cycle time, but will also leave larger marks. Smaller gates leave a smaller vestige, but may not be ideal for proper flow and filling. Gates may be automatically or manually trimmed after the material has set. Automatic gate removal when the part is ejected from the mold avoids an additional operational step and therefore may be more cost- and time-effective, but some materials cannot withstand the shear forces required for automatic gate removal, and therefore must have the gate removed manually.
When at all possible, parts should be designed with uniform wall thickness. Why? An important part of the injection mold process is when the part is cooling down, and thicker walls will take longer to cool than thinner walls. This disparity in hardening time can result in warping, cracking, or other injection molding defects, which are amplified with high shrinkage materials. If uniform wall thickness absolutely cannot be achieved, it is possible to mitigate some adverse effects by gradually transitioning from one thickness to another. Design features like ribs and chamfers can help, as well as going back to the drawing board in general.
As mentioned above, thicker parts will cool at a different rate than thinner pieces, and this can create warping, additional stress, and sink marks. The inner portion of a feature becomes insulated by the already-cooled outside, and different cooling rates mean that the inner portion will shrink inwards. This can be a difficult situation when the strength of a solid piece is required, but solid pieces that are injection molded are much more prone to developing sink marks. One way to mitigate this drawback is to core out the middle of a solid piece and reinforce it with ribs. Another is to design walls as thin as possible; thinner walls cool faster and thus decrease production time (which further decreases costs). It’s also possible to camouflage minor sink with textures…keep reading to learn more about textures.
As part of the manufacturing process, textures can be added to hide imperfections, increase functionality for the end user, or to lend a certain aesthetic. Texturing might include a certain finish (like gloss or matte), or actually refer to raised patterns molded into the part (crosshatching, lines, checkered, etc). Failing to factor in texturing during the design process can result in costly mistakes later, however. For instance, if a raised pattern is not accounted for during the CAD* phase of design, then ejection problems may occur if there is not enough draft factored in for a textured piece. In turn, this can result in a lot of wasted product and lost time.
To be clear, a certain amount of stress in a part is unavoidable. The very process of injection molding, in which the molecules in a resin are broken down, injected, and then allowed to harden and reform is a weakening process. For obvious reasons, it is not a good use of money to manufacture parts that are stressed to the limits of their functionality. Thankfully, there are multiple considerations throughout the manufacturing process that can counter the potential weakening associated with injection molding. First, a great design and engineering firm is going to select the proper material based on client, safety, aesthetic and functional requirements. Certain plastics are pliable, for instance, others are strong, and still others have a variety of characteristics that may be advantageous for a particular application. Other ways to minimize the stress built into injection molded parts are to ensure gradual transitions between different features, and to create corners that are not hard or sharp.
There is a difference between simply getting a design from a random design firm, and going to a company that has a lot of experience creating parts that will eventually be injection molded. The former route leaves much more room for error, and increases the chances that there will be a lot of back and forth between the injection molding company and the client. Conversely, design engineers who are very familiar with the injection molding process can design with the particular advantages and disadvantages of manufacturing in mind. The path from concept ideation to hitting the shelves is long and busy; it’s important to settle on the absolutely right design before going to manufacturing. To do otherwise is to lose valuable time, and like most industries, time costs money.
| Terms and Conditions of Purchase Terms and Conditions of Sale | Privacy Policy CA Privacy Notice | Copyright © 2024 CEW. All Rights Reserved. |